Part Two: As the Screw Turns
In Part One of Fixing Fasteners, we offered a brief overview of screws and thread manufacturing, their different classes of fit, and some comments on the importance of proper tolerancing and gaging when machining screw threads. Adhering to these guidelines is the first step toward making strong, dependable fasteners. However, even the highest quality screw, nut, or bolt can come loose unexpectedly (often at the worst possible time) when subjected to vibration and other forces.
That's because threaded fasteners are intended to come apart. It’s an unfortunate truth (or a fortunate one, depending on your perspective) that all machinery and other mechanical assemblies must be constructed in a manner that allows them to be serviced, refilled, and repaired. If not, they could simply be welded together, eliminating the need for threads entirely.
Meeting the need
One common approach to securing these fasteners is with a pair of washers, one flat, the other split, known as a spring or lock washer. When properly torqued, these washers make the screw much less likely to come loose than one without. The flat washer also prevents damage to the surface of the mating component. Unfortunately, this arrangement is not failure-proof. As many manufacturers have found, vibration and dynamic loading tend to loosen even the most tightly torqued screw, lock washer or no.
Because of this, some recommend applying a liquid adhesive or a “dry patch” to the threads during assembly to prevent loosening, which is why any mechanic is familiar with using Loctite and other commercially available adhesives. They're also familiar with the fact that these A) adhesives are both messy and expensive, B) applying them makes screws challenging to remove, and C) the threads require thorough cleaning before reassembly, driving up costs even further.
Other manufacturers have tried solving the problem by arming screws and bolts with tooth-like serrations on the head’s bottom face, thus forcing it to bite into the workpiece. Sadly, these specialty fasteners aren't much more secure than the lock washer approach and damage the workpiece besides.
Still, others specify the use of safety, tie, or lock wires. These are inserted through a drilled hole in the screw head and then secured to another fastener or attached to the workpiece. Again, this not only adds cost but technicians must be trained on the tying procedure; worse, the fastener is still free to come loose—the wire's primary role is to keep it from falling out, possibly damaging the equipment. In other words, safety wires do not guarantee that torque is maintained.
%20Gewindeprofil%20LK-BT%2060%C2%B0.png?width=300&name=(S)%20Gewindeprofil%20LK-BT%2060%C2%B0.png) There are also jam nuts, sometimes called double nuts, which are cumbersome and make it difficult to attain the proper torque. Tab washers, as their name implies, have multiple tabs that the installer must bend upwards after assembly, taking time. Similarly, castle nuts require the insertion of a cotter pin through a hole in the nut and its mating bolt or threaded stud. And finally, some manufacturers make nuts containing Nylon inserts. These absorb the vibration that loosens fasteners but cannot withstand high torque and are thus limited to non-safety critical applications.
There are also jam nuts, sometimes called double nuts, which are cumbersome and make it difficult to attain the proper torque. Tab washers, as their name implies, have multiple tabs that the installer must bend upwards after assembly, taking time. Similarly, castle nuts require the insertion of a cotter pin through a hole in the nut and its mating bolt or threaded stud. And finally, some manufacturers make nuts containing Nylon inserts. These absorb the vibration that loosens fasteners but cannot withstand high torque and are thus limited to non-safety critical applications.
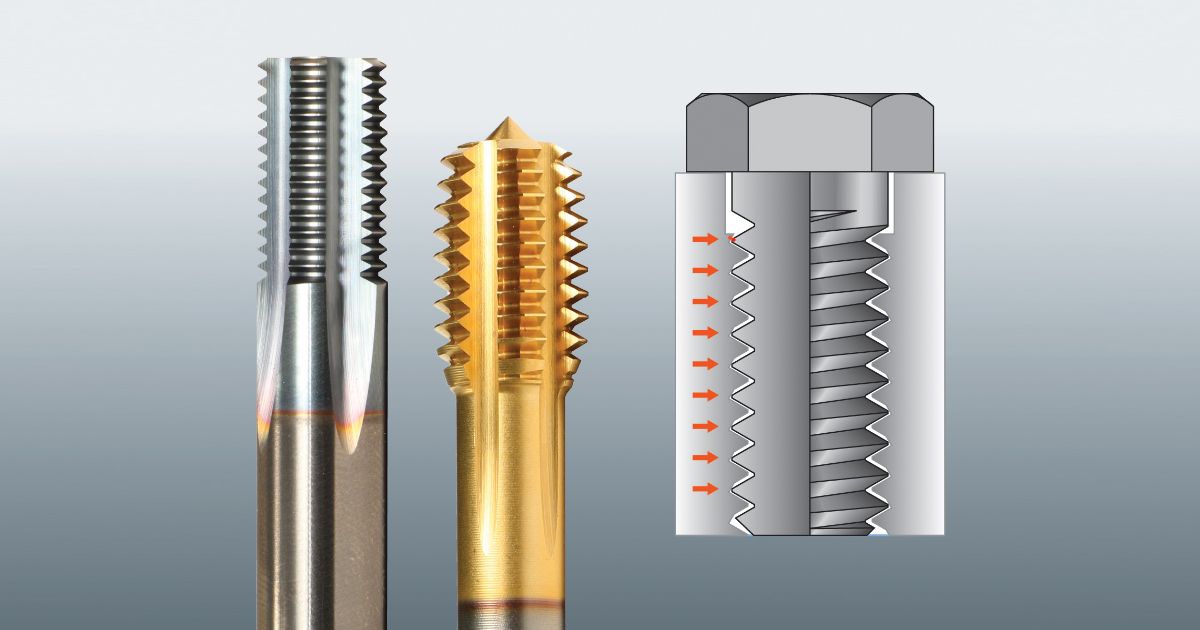
That brings us to one of the more successful attempts to secure fasteners. It involves modifying the conventional 60-degree form by cutting a locking "ramp" on the internal thread, securely and predictably locking the fastener in place while making it easy to assemble and disassemble multiple times. As you’ll see in Part Three of Fixing Fasters, it was a great idea but one that was poorly implemented, at least initially. Stay tuned.
