This is part two in a three-part blog series on Circle Segment Tools
In Part I of this series, we introduced readers to a relatively new machining concept, one that was actually developed twenty-some years ago but is just now becoming mainstream. It offers jaw-dropping productivity gains, improved part quality, and significantly higher tool life for anyone machining mold cavities, turbine components, orthopedic implants, and similarly complex parts.
Many in the industry refer to it as “barrel milling,” although it's more accurately known as circle segment cutting. Whatever you call it, the process is poised to change the way shops everywhere perform semi-finishing and finishing operations, particularly on five-axis machining centers. Part II of Circle for Success will discuss the end mills themselves and where each one fits in the circle segment universe.
Beyond turbines
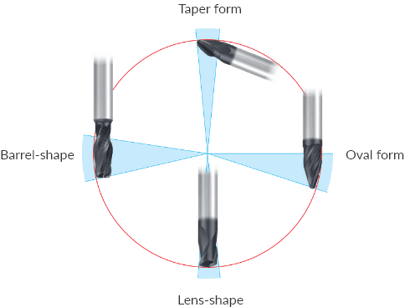
EMUGE manufactures four types of circle segment cutters. As the name implies, all employ a relatively large arc, or circular segment, as the primary cutting edge, with secondary radii tangent to that edge for blending purposes. These tools complement those found in EMUGE’s turbine program, whose end mills share some similarities to circle segment tools but rely on a tapered cutting edge rather than a large radius.
Whether tapered or radiused, each can significantly shorten cycle times in mold and turbine work, often reaching 90% or more than surfacing operations using ball nose end mills.That said, proper tool selection and programming is critical for success with circle segment cutting, which is why EMUGE encourages users to speak with one of its application engineers before tackling their next project. Here’s an overview of EMUGE’s circle segment cutters, beginning with the most well-known but least versatile geometry, the Barrel-Shape.
 Over a Barrel: Hold a barrel cutter by the shank with its business end pointing up and you’ll seeadistinctive bulge in the middle, similar to that of a whiskey barrel or beer keg. Because these are the least used of all circle segment tools, EMUGE offers a single size—a 10 mm, 4-flute solid carbide tool with an AlCr(alumina chromium) multi-layer PVD coating. Download a DXF or STP file from the EMUGE website and you'll see that the barrel shape comes from a 50 mm radius spanning a cut length of 21 mm, with a 2 mm radius blending into the tool’s tip. Designed to mill undercuts in mold cavities, this is a good general-purpose tool for finishing operations in these and similar applications.
Over a Barrel: Hold a barrel cutter by the shank with its business end pointing up and you’ll seeadistinctive bulge in the middle, similar to that of a whiskey barrel or beer keg. Because these are the least used of all circle segment tools, EMUGE offers a single size—a 10 mm, 4-flute solid carbide tool with an AlCr(alumina chromium) multi-layer PVD coating. Download a DXF or STP file from the EMUGE website and you'll see that the barrel shape comes from a 50 mm radius spanning a cut length of 21 mm, with a 2 mm radius blending into the tool’s tip. Designed to mill undercuts in mold cavities, this is a good general-purpose tool for finishing operations in these and similar applications. Under a Lens: EMUGE’s lens-shape tool is as close to a regular ball nose end mill as a circle segment cutter gets. Designed for semi-finishing and finishing operations in parts withrelatively smooth, shallow floors—a tire mold, for instance—these AlCr-coated, 3-flute end mills range from 4 mm to 12 mm in diameter, with end radii of 6 mm to 25 mm and corner radii of 0.25 mm to 1.25 mm respectively. Here again, we encourage you to download a CAD file of the circle segment various tools to better visualize each one’s shape and function.
Under a Lens: EMUGE’s lens-shape tool is as close to a regular ball nose end mill as a circle segment cutter gets. Designed for semi-finishing and finishing operations in parts withrelatively smooth, shallow floors—a tire mold, for instance—these AlCr-coated, 3-flute end mills range from 4 mm to 12 mm in diameter, with end radii of 6 mm to 25 mm and corner radii of 0.25 mm to 1.25 mm respectively. Here again, we encourage you to download a CAD file of the circle segment various tools to better visualize each one’s shape and function. Like a bullet: Many experts consider the oval form to be the most versatile shape in the circle segment hit parade. That’s because, compared to the taper form (which you'll learn about shortly), oval form tools have a cutting radius that allows them to fit into relatively tight spaces, ideal for finishing walls and floors on complex part shapes. A typical oval form cutter from EMUGE, forexample, might have a radius of 40 mm to 95 mm, while its taper form equivalent could boast more than 15X that, or 1500 mm. There are too many oval form variants to cover here except to say that the family starts at 3 mm and stops at 16 mm, various flute counts and corner radii are available, and coolant-through is an option on larger tools. Several roughing versions are available as well.
Like a bullet: Many experts consider the oval form to be the most versatile shape in the circle segment hit parade. That’s because, compared to the taper form (which you'll learn about shortly), oval form tools have a cutting radius that allows them to fit into relatively tight spaces, ideal for finishing walls and floors on complex part shapes. A typical oval form cutter from EMUGE, forexample, might have a radius of 40 mm to 95 mm, while its taper form equivalent could boast more than 15X that, or 1500 mm. There are too many oval form variants to cover here except to say that the family starts at 3 mm and stops at 16 mm, various flute counts and corner radii are available, and coolant-through is an option on larger tools. Several roughing versions are available as well. Not tapered: At first glance, a taper form cutter resembles a chamfering tool or tapered end mill, although looks can be deceiving. As previously mentioned, what looks like a long flat section is actually a radius measuring up to 1500 mm, providing the greatest cycle-time reduction and surface finish possible. EMUGE offers two variants—Form A allows tilt angles up to 45˚,while Form B increases this value to 60˚ or 70˚, depending on the tool. At the risk of repeating myself, taper forms are a huge-timesaver—for example, where a shop might use a 0.12 mm stepover (0.005") with a 12 mm ball nose end mill, the same size taper form tool could increase this to 3 mm and achieve the same surface finish.
Not tapered: At first glance, a taper form cutter resembles a chamfering tool or tapered end mill, although looks can be deceiving. As previously mentioned, what looks like a long flat section is actually a radius measuring up to 1500 mm, providing the greatest cycle-time reduction and surface finish possible. EMUGE offers two variants—Form A allows tilt angles up to 45˚,while Form B increases this value to 60˚ or 70˚, depending on the tool. At the risk of repeating myself, taper forms are a huge-timesaver—for example, where a shop might use a 0.12 mm stepover (0.005") with a 12 mm ball nose end mill, the same size taper form tool could increase this to 3 mm and achieve the same surface finish.
Do the math on this last example and you’ll quickly see just how productive circle segment cutting can be. In the next and final installment of Circle for Success, we’ll discuss programming and equipment considerations, and provide some application advice to anyone thinking about the next evolution in five-axis machining.
Stay tuned and as always, reach out to us with any questions!
Download the new Circle Segment and Turbine End Mill Brochure here.